OMAX Layout - toolpath setup for water jet
Our OMAX water jet can be used to cut 2D profiles in sheet material in steel, aluminum, plastic, rubber, glass,
ceramic/masonry, and other possible material types - email archshops@mit.edu with questions on training and use.
Some materials cannot be cut in our machine because of rules regarding wastewater contamination.
Kerf width is ideally .03" (.762mm). Actual kerf width may vary if/when focal distance is off or if carbide nozzle tube is worn
(we replace them when this happens).
Your drawing should be a clean dxf, with parts arranged to fit your sheet material (for sourcing material outside of our small
collection of scrap in 3-402, see
"sourcing materials" page for suggestions).
The machine's margins allow cutting within a 24x48 inch area.
Space parts only about .125" or 3mm apart. Keep in mind that we need to weigh/hold down the sheet material in the machine
bed, so it's very helpful to have extra space/margin, oriented towards one side or corner, as much as possible to make fixturing easier.
Location of unused space for fixturing will make more sense when you see the machine setup happening.

All shop users are trained with the hope that they will work their way up to relative independence on these machines - the water jet
and other CNC machines will be operated by shop staff with the students as part of training to work up to that point. You are not
expected, nor should you expect to set up or operate any of these machines without thorough training and supervision, until
you develop proficiency.
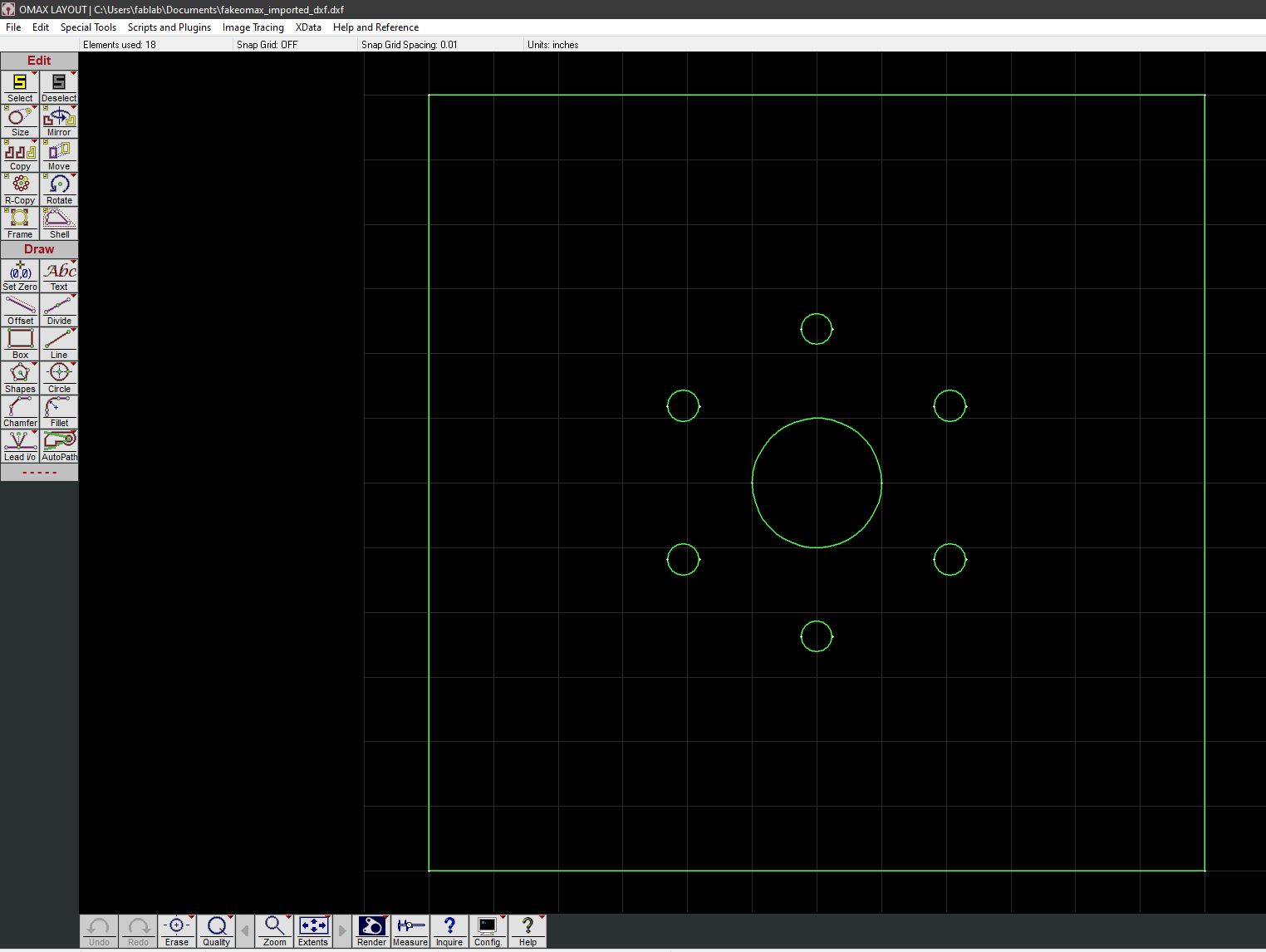
To start (software is installed on shop computers) open OMAX Layout software, and go -> File -> import from other CAD
(need a clean dxf to import)
The dxf will import in a color that corresponds to your original drawing - if black, they import green.
Line color defines water jet tool path setup, so we'll be editing this.
There's a faint grid in the background of the window - those represent square inches. Make sure your drawing's scale
is also correct at this point - in the import window, the grid shows a 24x48 inch rectangle, which represents
the workable area inside the machine bed's margins.
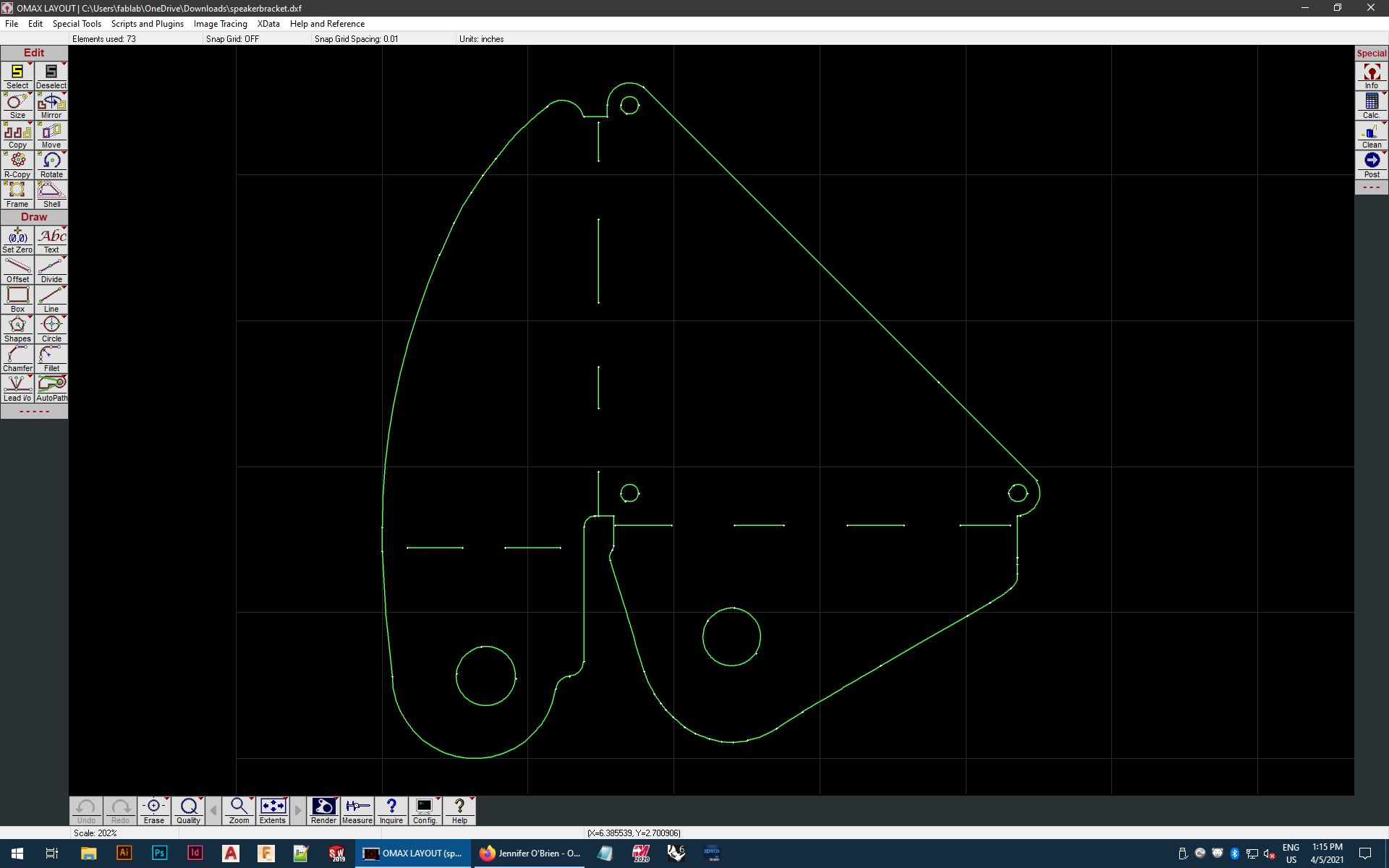
Also, when you first import, check the drawing carefully. Make sure nothing is missing.
You should see arcs, not polylines, defining circles (for example, in this image, the circle is made up
of arcs and has only 3 points where they connect) - if it was defined by a polyline, you would see a dense
ring of white dots showing far too many connecting points.
Think of the software as taking everything absolutely literally, including a 'gap' in a polyline that would only be
.0001" in length, which is obviously not intentional on the part of the person who made the CAD drawing. The software
will
not interpret what a human would have intended in details like these. So it will sometimes see "gaps" at these
connection points, even though they would be absurdly small- toolpaths won't generate properly if/when there are any gaps
in what should be closed curves.
So right at the beginning, checking on /minimizing the number of these white dot connection
points (checking at Layout import, going back to CAD to edit file/dxf export settings) helps reduce the risk of that kind of
issue. There's also a point beyond which file size becomes problematic if the 'resolution' of a set of polylines is
excessively high - you'll see error messages when file sizes get too bloated.
Below the circle in the above image is a perforation line that is drawn close to, but NOT connecting to the object's outline, next
to it.
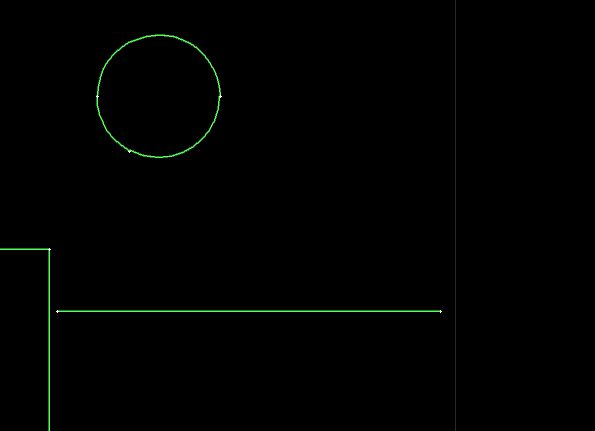
It's important to avoid any 3-way intersections in the drawing - if you want to create a detail that
involves something like a 3-way intersection, draw that interior line within about 1mm or .025 inches away from
the adjacent curve, and the kerfs created there will overlap enough to produce the same result.
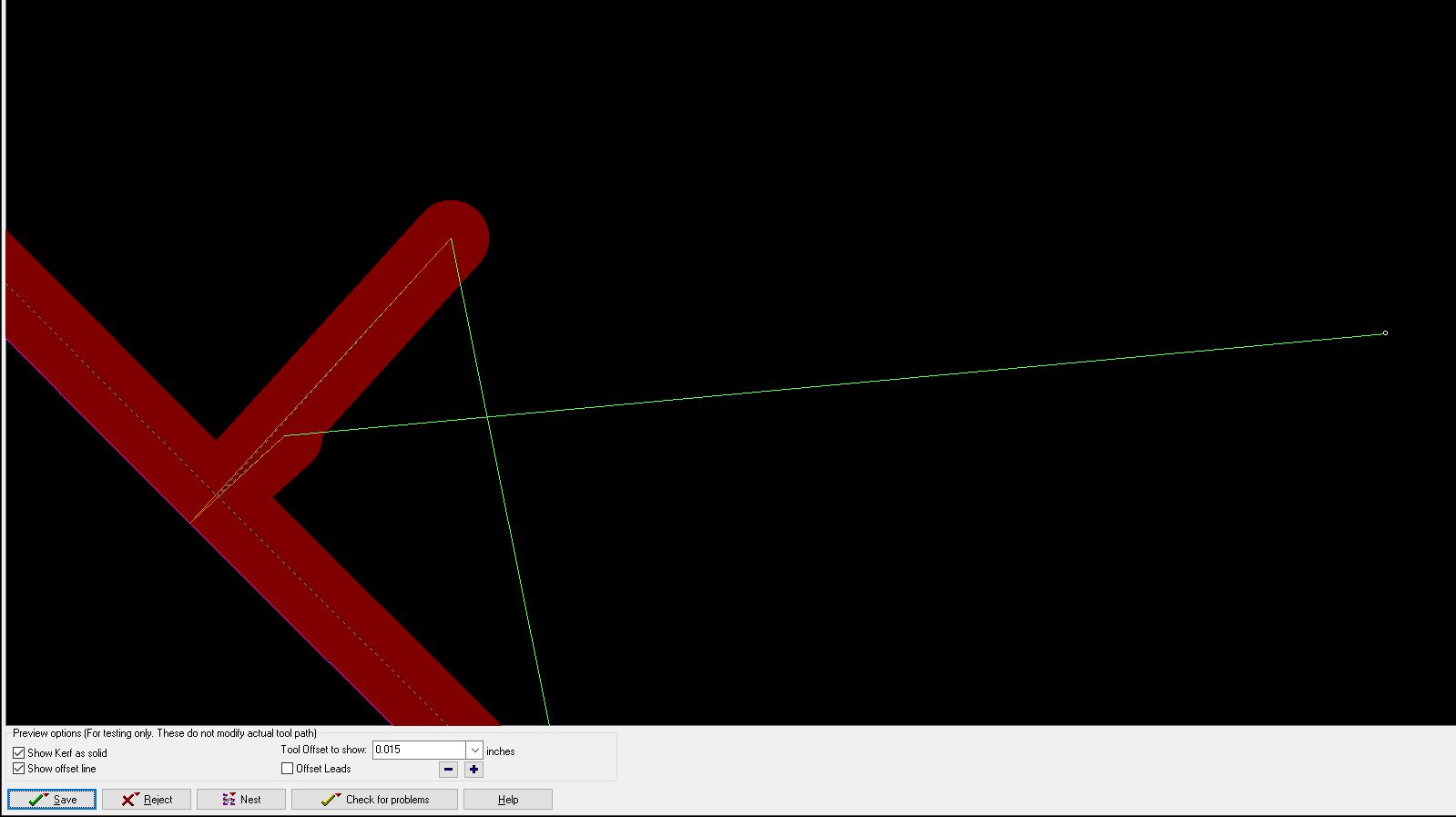
In the below image, the preview of the kerf (thick red line representing the actual material removed during a cut) from
the same drawing detail shows how they will overlap, even though the drawing's original curves (thin dotted lines in the
centers of the thick red line) are not literally connected.
The best way to get your drawing ready for toolpath setup in Layout is to clean it up in your CAD software before exporting the dxf.
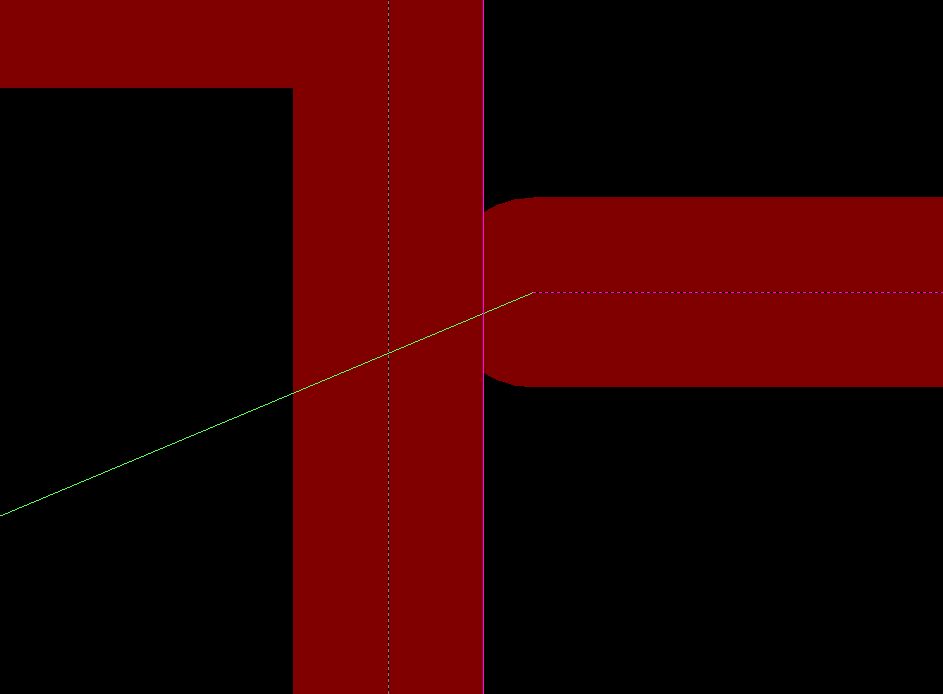
If you think your drawing may have very minor issues to clean up, regardless, or if you're having issues with "gaps" that don't actually
exist in a polyline, there is also a "clean" button on the upper right toolbar. You can
try this, and occasionally, it can help - but don't expect improvement - check out the default settings. Sometimes, despite its good intentions, it ends up
deleting small objects that aren't mistakes, and can make things worse.
The best way to clean up a file is always going to be in Rhino/your original CAD software, not in the Layout software.
This is a good place to point out that many of the buttons on the toolbars have a red triangle in their upper right
corners - it indicates a dropdown menu, which can be accessed by right-clicking on the button. You will need this
at times.
The next step, once you've imported what should be a perfectly clean dxf with no 3-way intersections, is to identify the drawing's
curves as lines to be cut. To do this, right-click on the "quality" button
at the bottom, and "all" to quickly change the cut quality of the whole drawing.
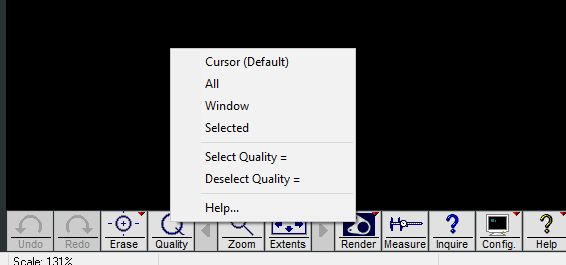
Left-click on 3 (default). We almost always use "3" for cut quality - it's adequate for most work, unless material is exceedingly thick/hard.
Only in the case of very thick/hard material might it actually helpful to slow down with a "higher" quality.
Keep in mind that the machine cuts by spitting out a sharp stream of water at high pressure, with 80 grit garnet
mixed in on our machine - like sandpaper, that grit is only going to be able to smooth out a surface to a certain point.
The machine adjusts for quality by slowing down or speeding up a little, depending on which number is chosen here,
but the grit itself never changes. Talk to shop staff about unusually thick/hard material and adjusting settings to test for
cut quality.
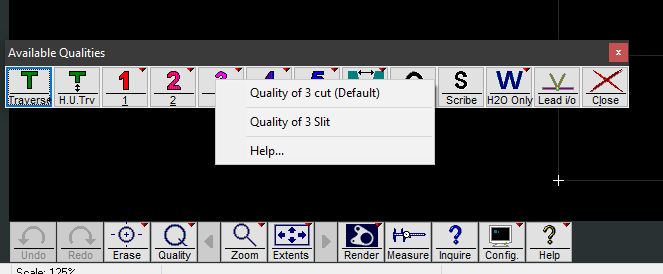
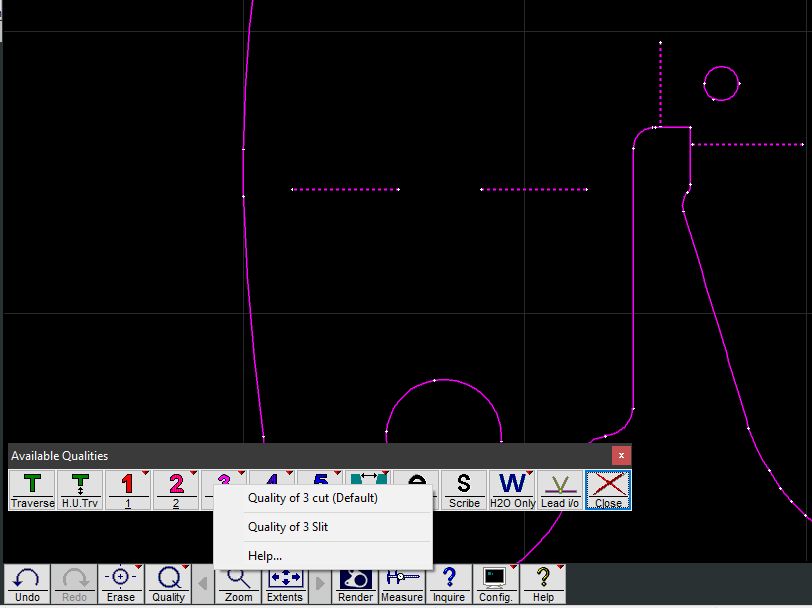
The next image shows a different type of "quality 3" cut - "slit", which will center the kerf on the curve, instead
of offsetting it to inside/outside. This isn't used for interior or exterior outlines, but just for details like perforations, where you
don't want the cut to offset to one side of the line.
"Slit" cut qualities show up as dashed lines, in whatever color defines the quality (magenta for 3).
Now that all the curves are identified (by color) as cut lines, we need to add lines for all the other toolpath steps, even including
movements where nothing is being cut.
Other CNC machines may either do this automatically (as in the case of laser cutters), or require them to be deliberately
set up - in Mastercam, they are controlled by settings, though you don't have to actually draw lines to define these movements.
In OMAX Layout, you do have to draw a line to define every step of the job - luckily there are shortcuts to streamline this.
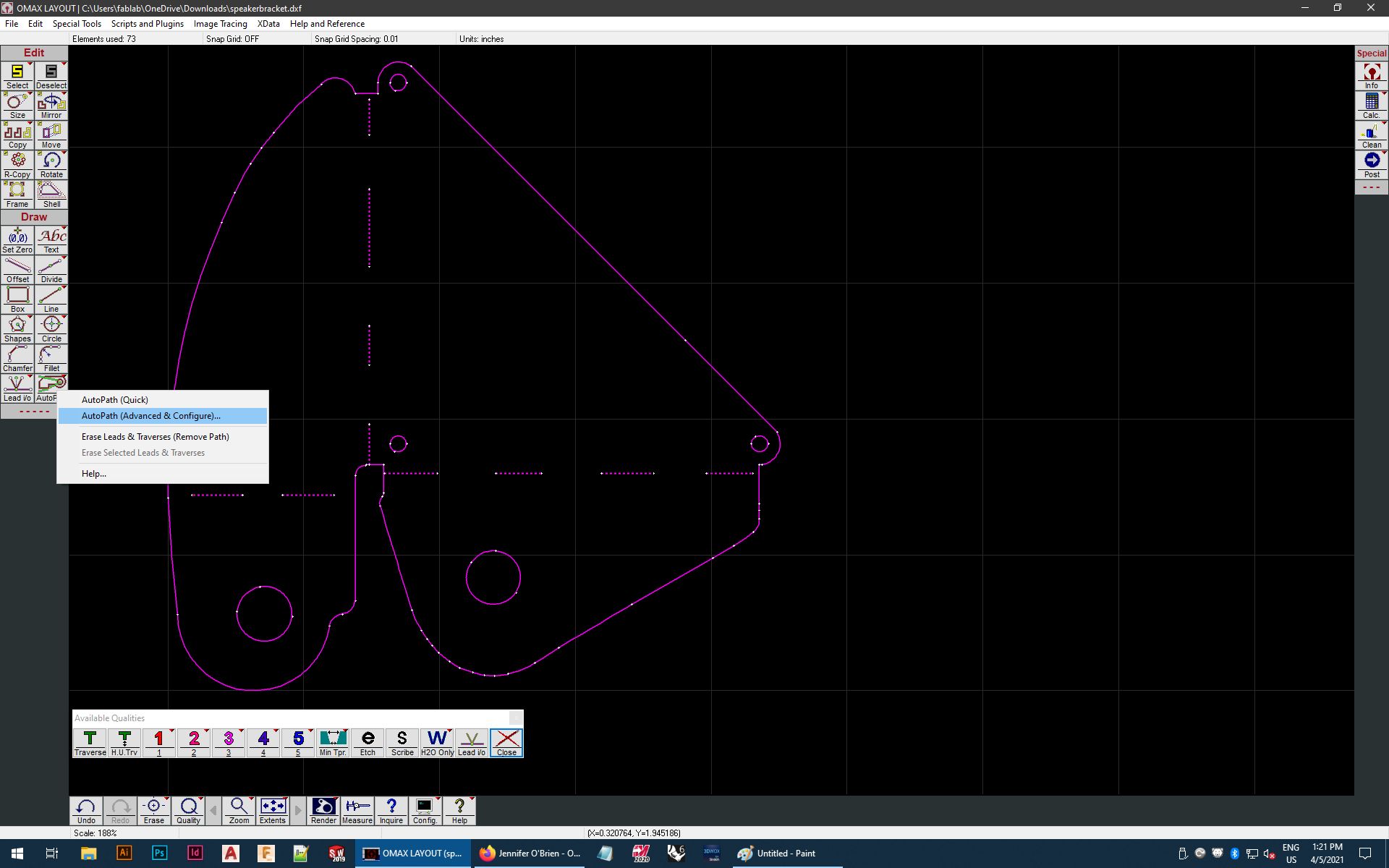
The traveling and piercing of material at the beginning
of every cut are drawn most easily with the "autopath" button for lead in/out, and traverses. They can also be drawn manually if
necessary- more on that further down.
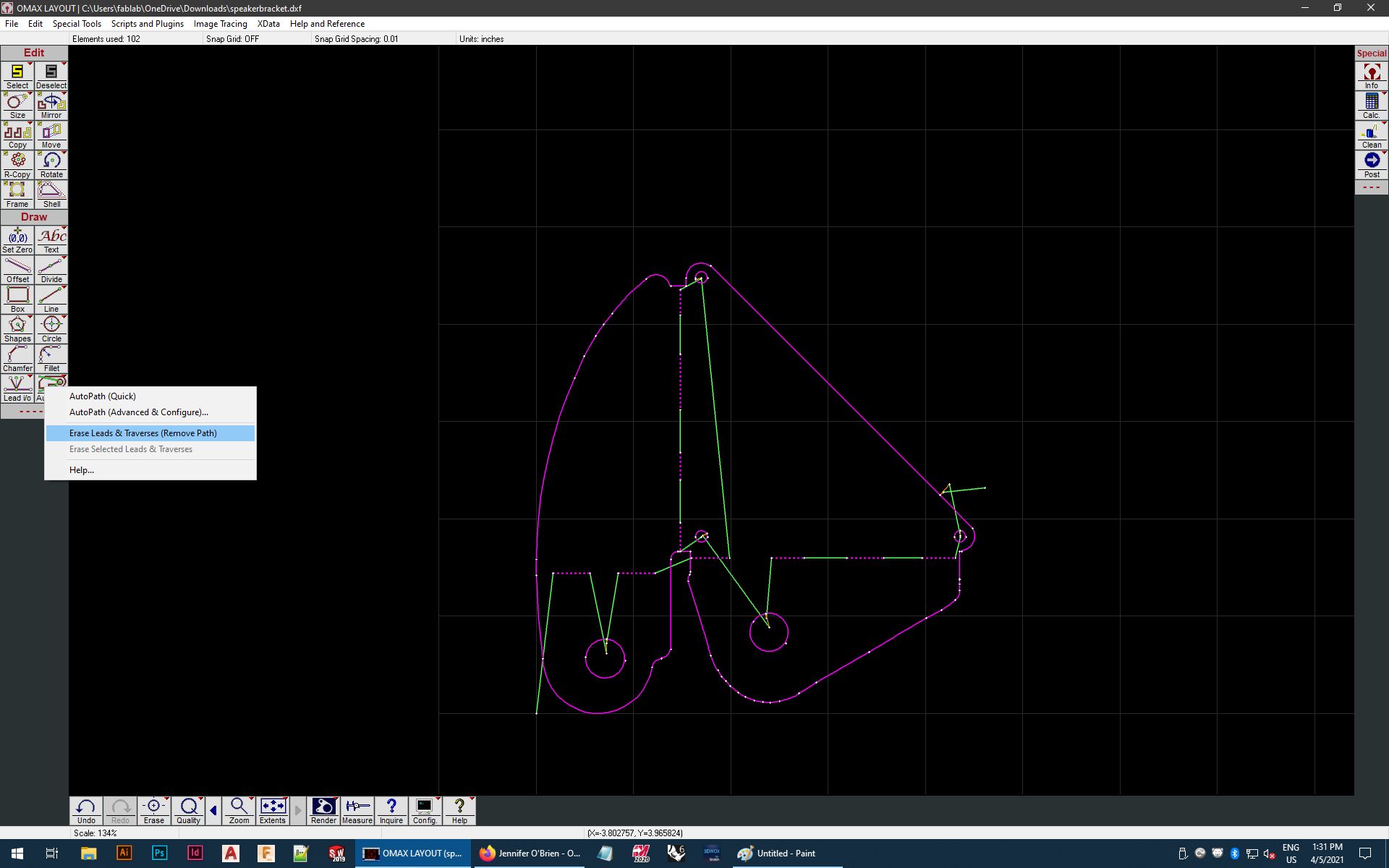
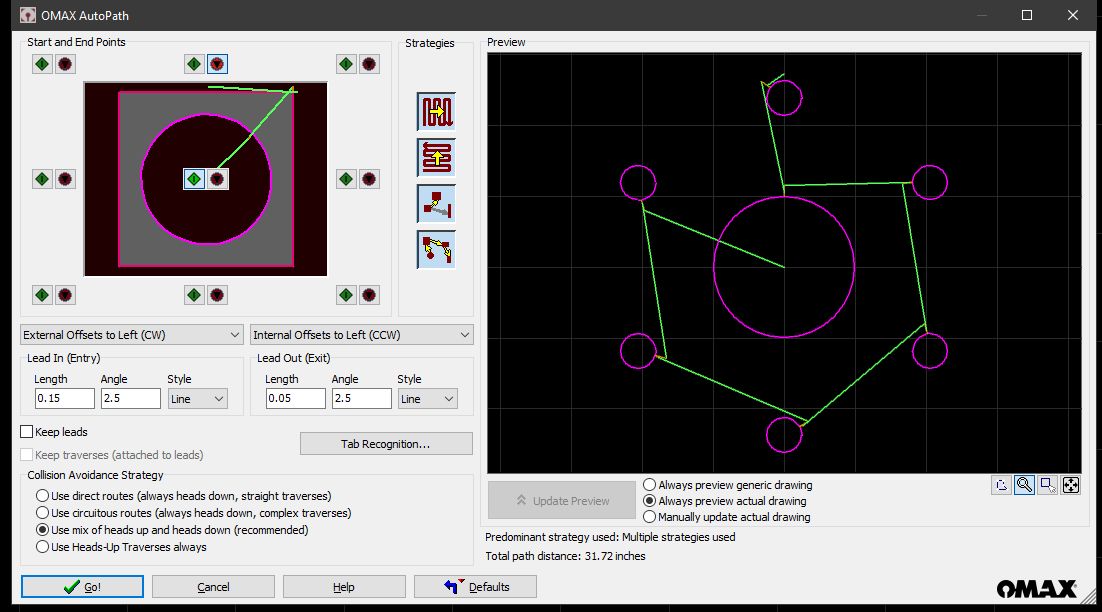
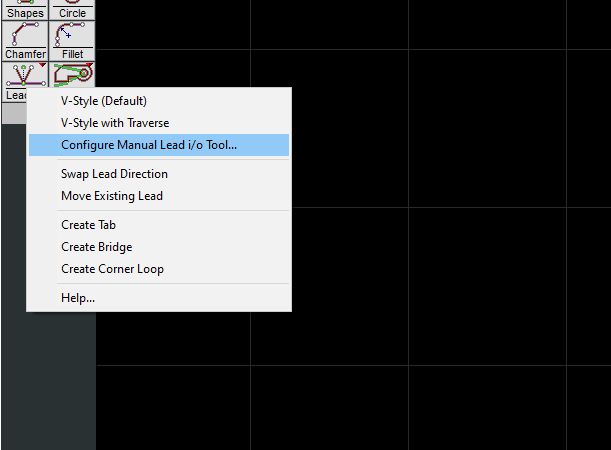
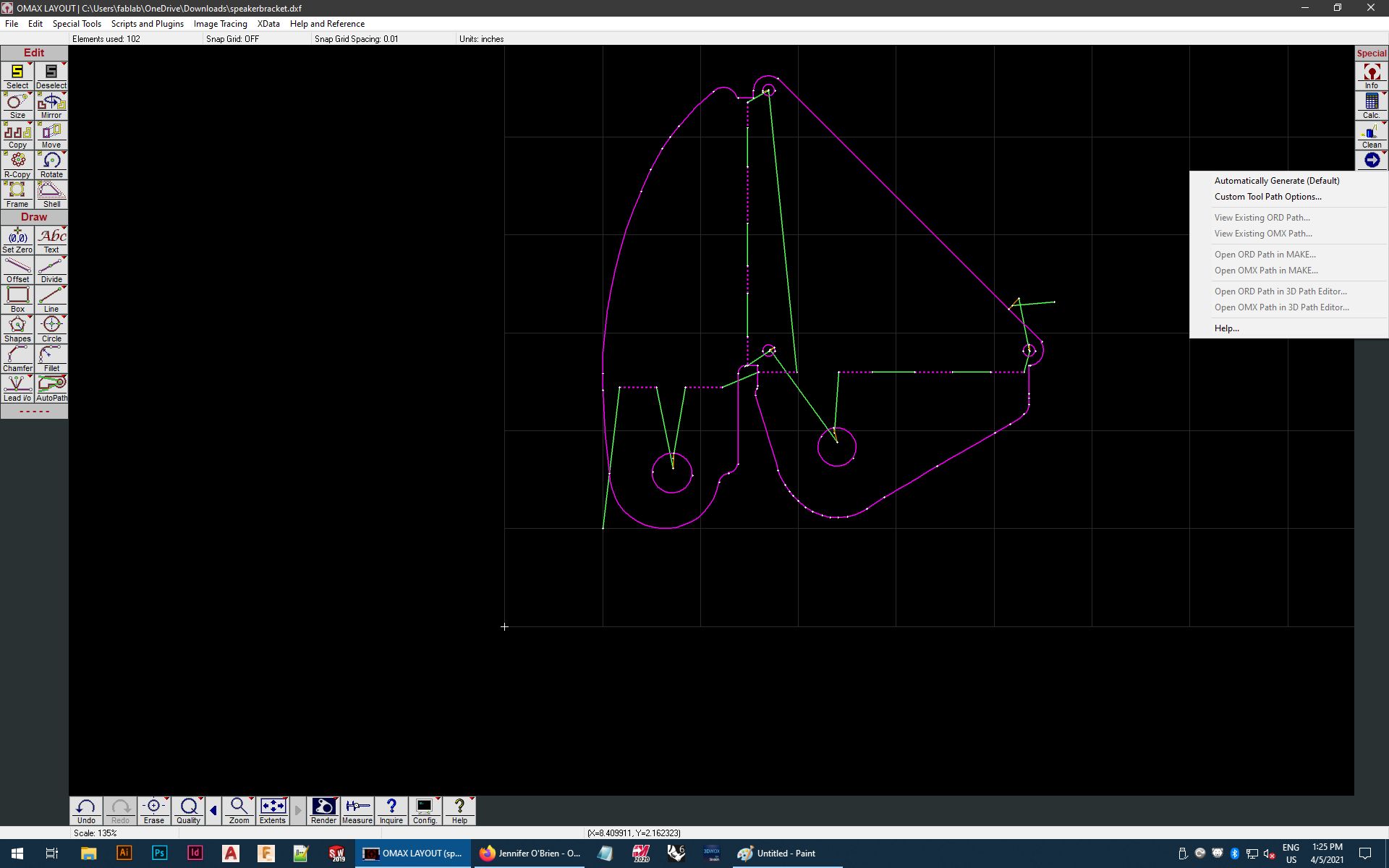
In the next image you can see the dropdown menu attached to the "autopath" button -
choose Autopath (advanced & configure).
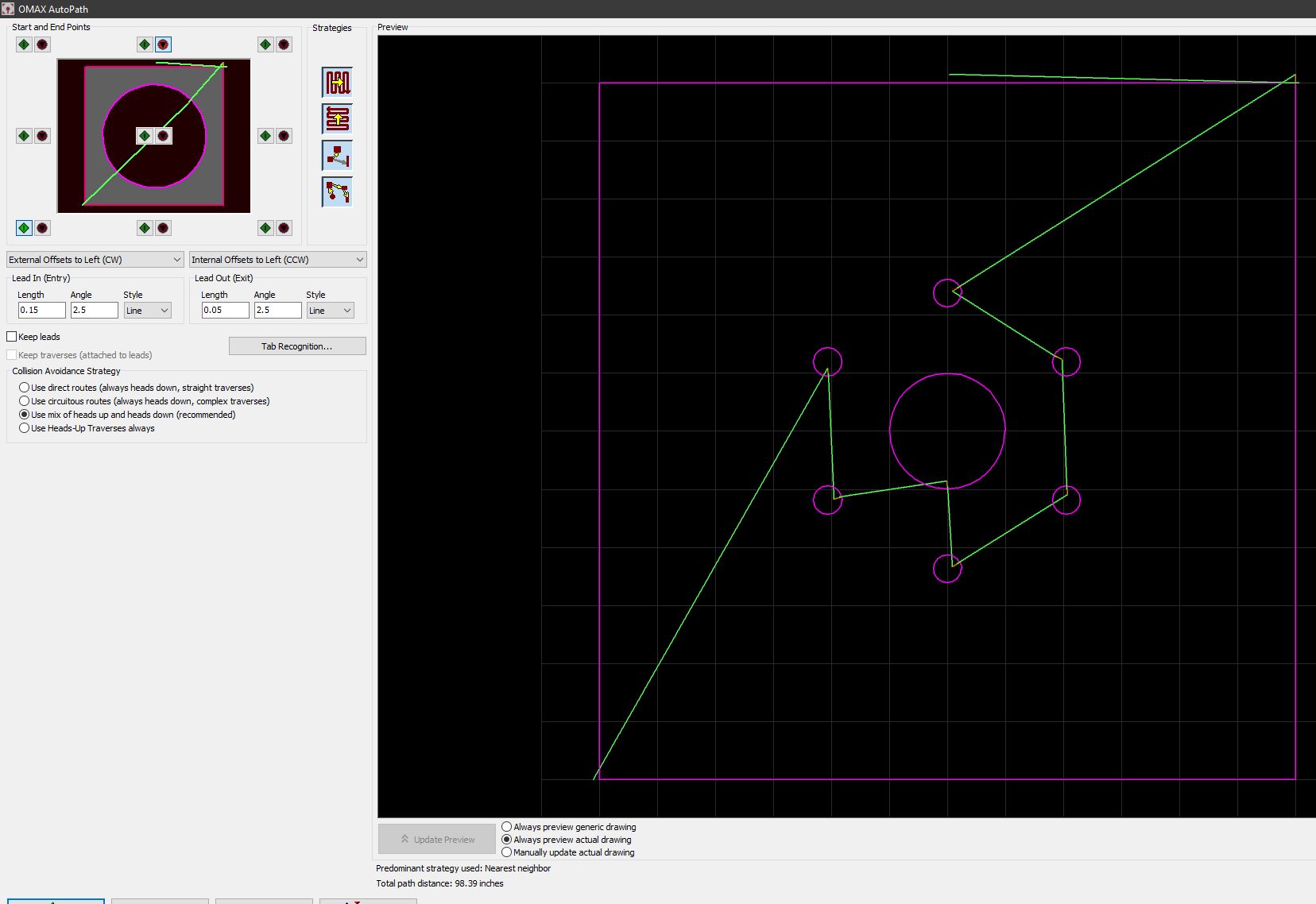
In this window, you need to set your start and finish point locations. The green diamonds indicate start point, and
the red circles indicate end points.
There is no assumption made that a job will start in the bottom left corner or anywhere else, so you need to intentionally choose
this general location - choices are for the 4 corners, midpoints between them, and in the center of the drawing.
Most of the time, out of habit, because the square in the machine bed also happens to sit in the bottom left corner,
and because it's easiest to reach, at least, we do tend to set the start point in the bottom left corner. There is an
example further down this page of a situation where the center of the drawing is the ideal start point location.
There will occasionally be situations where you'll find it easier to start a job from a different location.
Whatever you choose here, though, absolutely
MUST match what you set up in the machine bed itself.
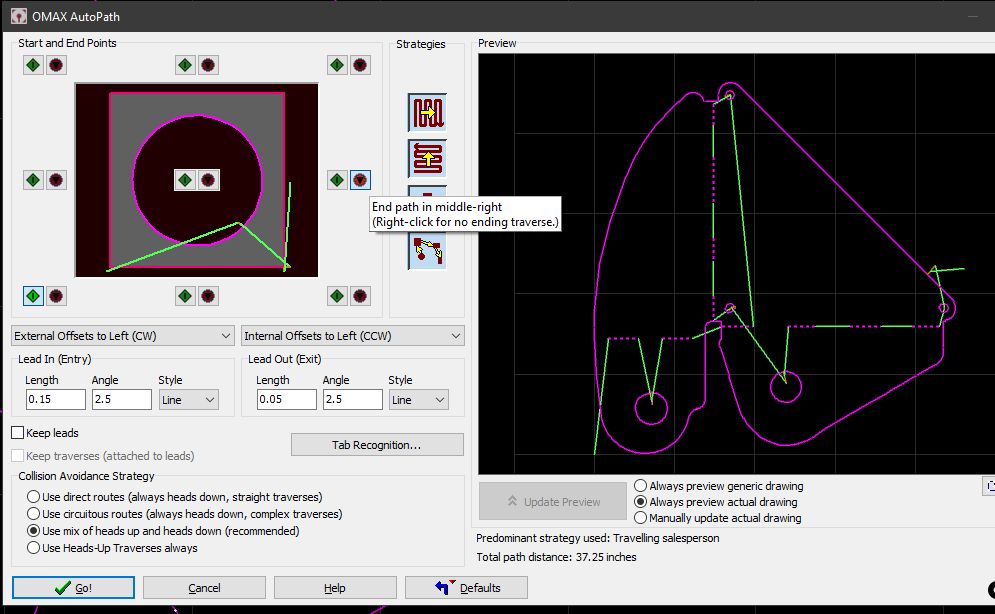
The end point is usually
less useful - sometimes the very last traverse of the nozzle to the end point is actually a collision risk (we use
lead bricks to weigh material down, but the nozzle cannot ever be allowed to collide with anything, including them), so unless
there is a specific reason to keep it, delete the very last traverse (green line) after the last lead out.
More on that below.
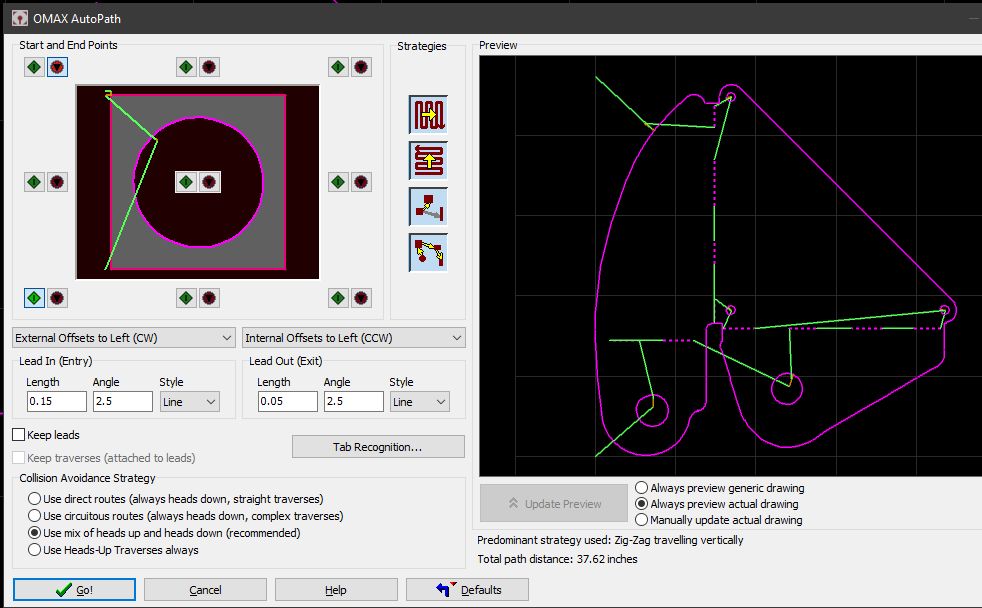
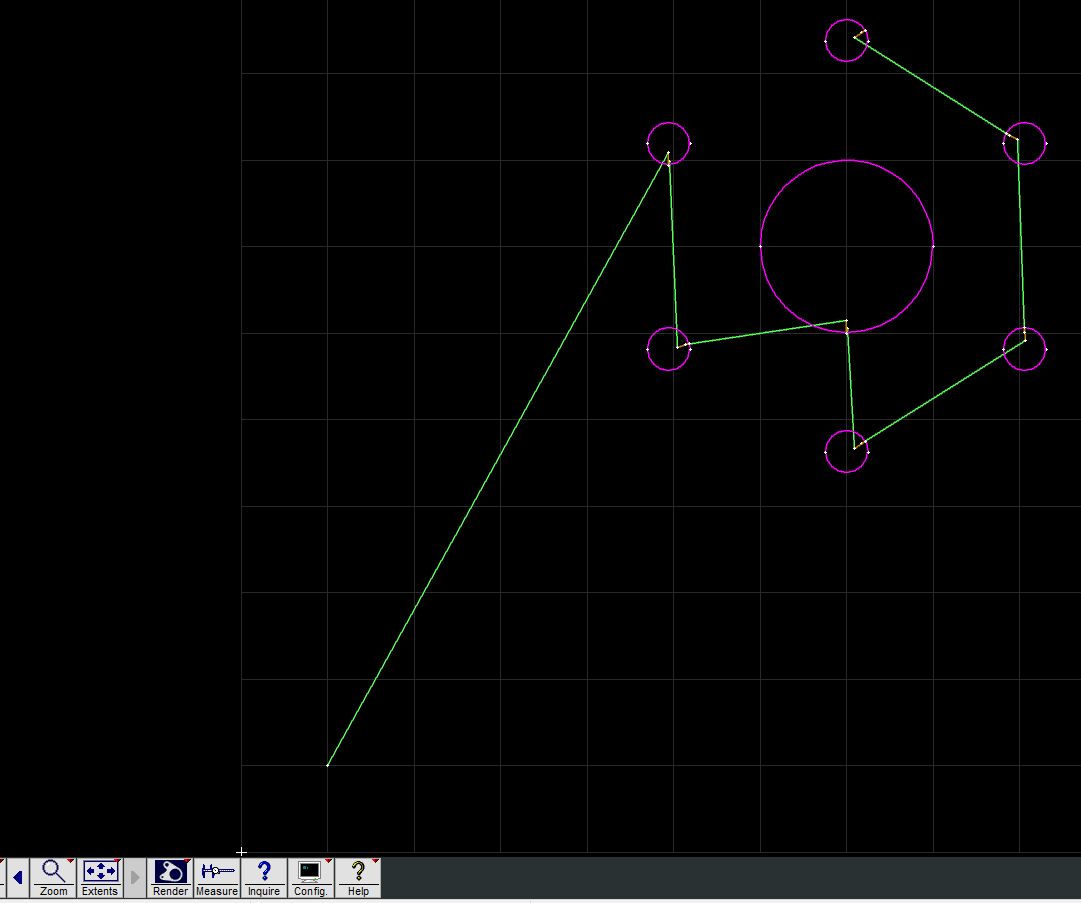
You can see if you click through different start/finish points, that it usually changes the layout of the toolpath, to
some extent. There are a few buttons to the right that also affect the toolpath pattern. Click around and see how the preview changes.
Controlling this can come in useful at times (especially when there's a more complex job, and/or many parts, and a lot of
maneuvering around of lead weights to consider, and you want to minimize the amount of pausing and reconfiguring to
be done - more on that coming, below and in the OMAX machine tutorial).
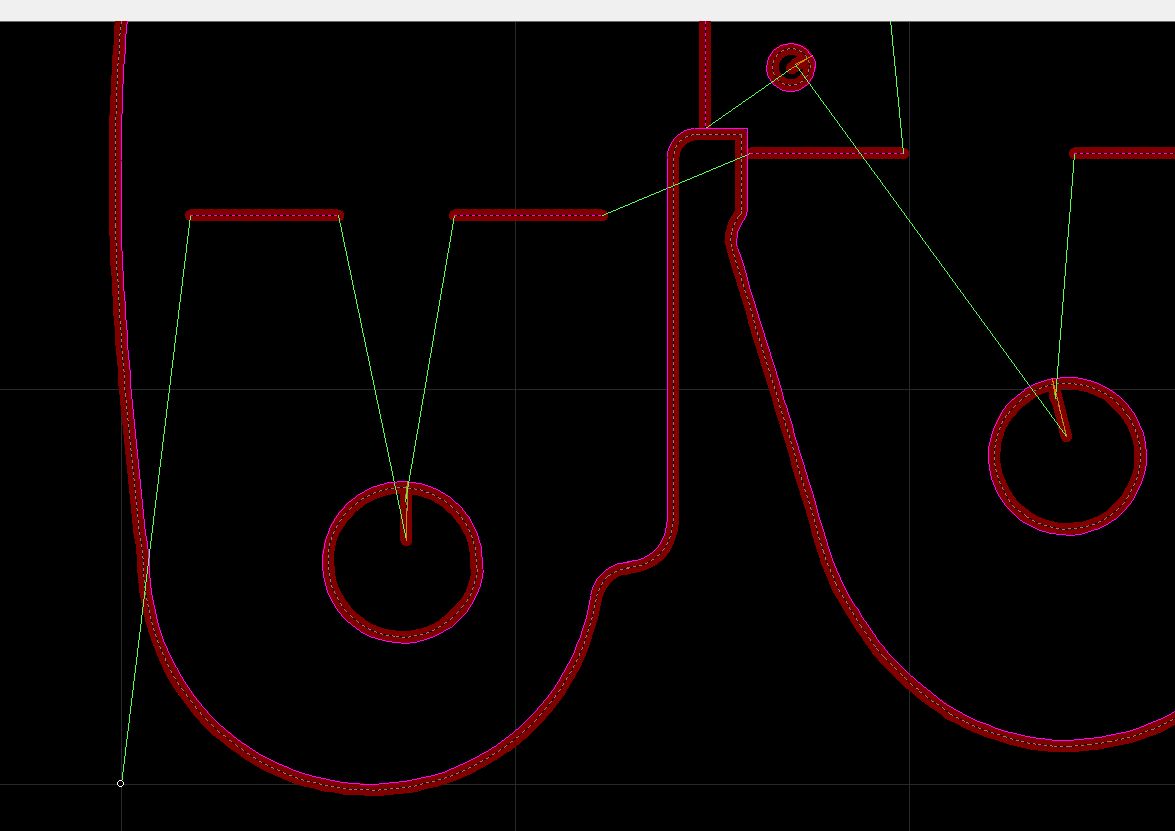
This is a closeup of a lead in/out. The machine has to pierce a hole in the material to begin a cut, and it's messy - so
the lead in makes that happen a certain distance from your actual cut lines. These will appear on all closed curves to be cut
(if you look at images of the perforations, which are open curves drawn
inside the closed curve boundaries of the objects,
they do not happen there).
The nozzle moves/traverses to the beginning of the "lead in" amber line, becomes active and pierces the material, literally
leads into and around the curve, and then at the end, leads out/away from the cut line, and the nozzle flushes itself out
briefly before it traverses to the next cut line.
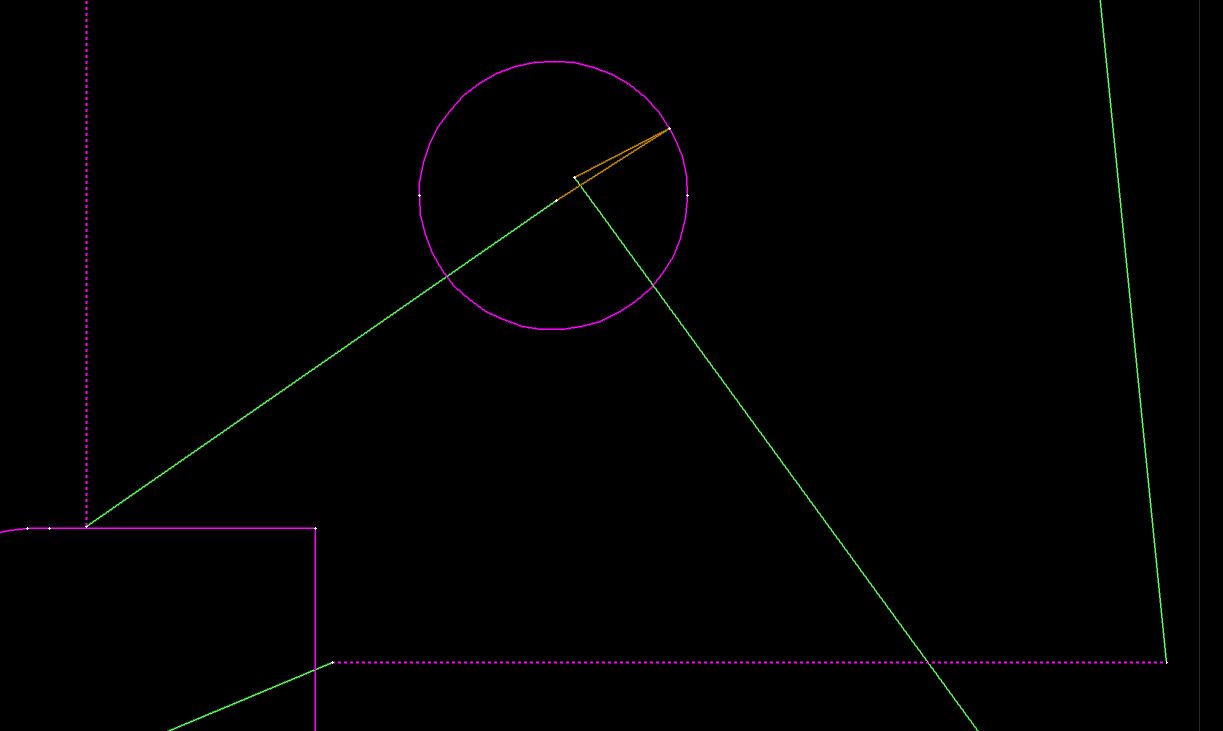
(note - the perforation on the left in the above image looks like it touches the outline - it doesn't, but was drawn close enough
that it's difficult to see in this image)
If you set up a lead in/out autopath, and for whatever reason, can't use it or want to change/redo it, you can easily remove it by
right-clicking on the button again, and choosing "erase leads & traverses"
Sometimes, the autopath function won't work for your job.
It's easiest to use to set up a file when you have objects to cut out of a sheet of material, but the sheet itself will just be
scrap afterwards. The objects are defined by closed curves, and they may have more closed or open curves contained inside them.
The software will look for this - it needs to define the outsides and insides of things so it knows which side to offset on.
If you want to cut a circle that is exactly 5 inches in diameter, and
you draw a 5" diameter closed curve, the finished piece will only be the correct size if the nozzle cuts around the
outside of
that curve. If it was centered over the line, the finished piece would be too small.
Toolpath setup for the water jet, as well as in Mastercam
for other machines, will have options for controlling offsets in various places/ways, so that the objects can be cut out accurately.
It's important to keep these in mind whenever you're working on this or any other CAM setup.
So what if you had a sheet of material that wasn't going to become scrap with parts cut out of it, but was actually going to be the
finished piece itself - and you need to cut waste pieces out of it, but without altering the size or shape of the sheet itself, in
the end?
You would think that you could just draw the border of the sheet material, but there isn't a line quality in the software purely for
reference, and so if you draw a border, like the image below with a hole pattern centered on a sheet of a specific size, the software
will need to misinterpret that border as either a curve to cut, or if you left it green/traverse, the software would delete it as a
useless floating traverse that doesn't lead to a cut.
In this case, since the object is centered, it's not too difficult to just set your autopath start point in the center of the
drawing - then you have to mark your sheet material visibly (with a sharpie or similar) so you can jog the nozzle over it and manually
eyeball the location of the center of the sheet. This is not precision work, of course, but water jets aren't meant to produce
finished objects on quite that level - machining is required if eyeballing a center point isn't precise enough for your needs.
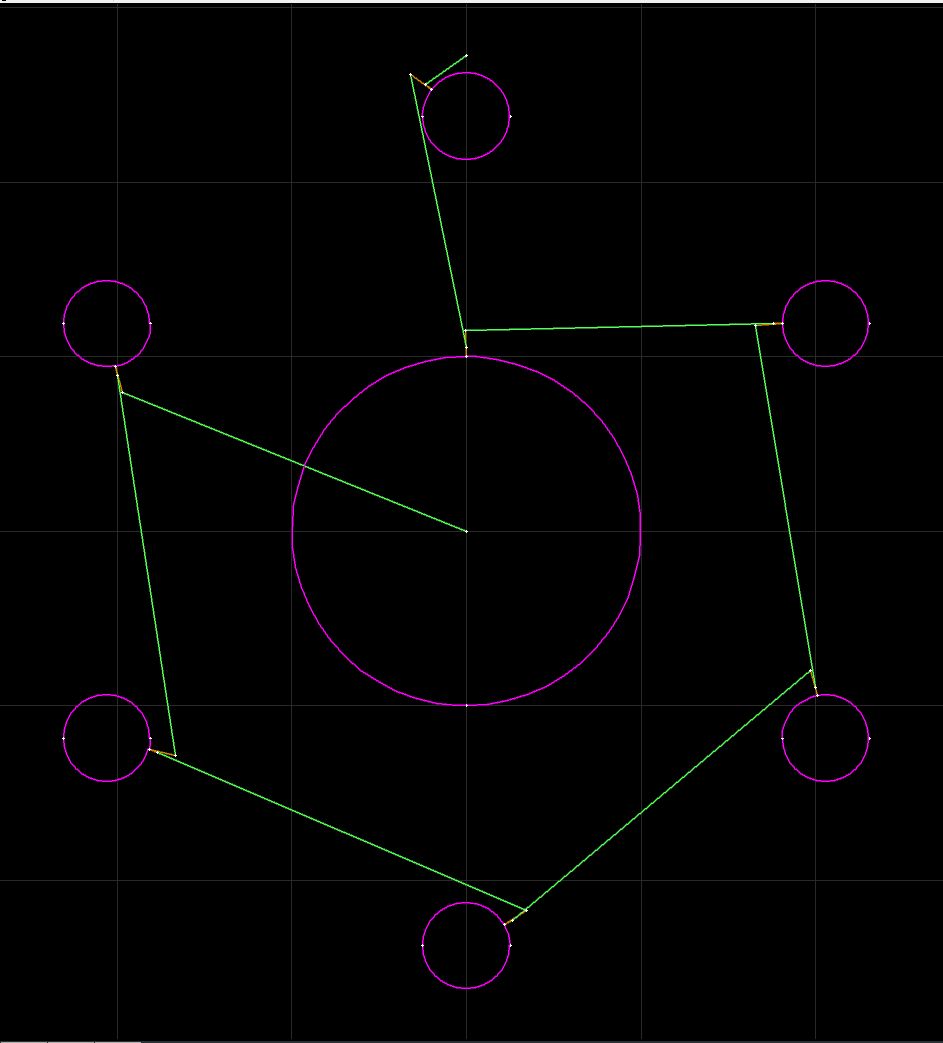
In the above image, the center was chosen as a start point, but the rectangular border had been deleted.
So the circles became the outermost closed curves - see how the lead ins/outs are on the
wrong side of them?
This is because of how the software tries to interpret what you want based on objects nested inside closed curves. It thinks that
the circles are the parts we want to keep in the end.
I want to cut the interiors of those circles out, and keep the sheet, not the reverse - so I need the lead i/os to be inside them.
If I leave that border rectangle in the drawing, the software thinks that I intend to cut that out as well, and so the autopath sets
it up with the lead i/os on the correct sides of the curves - it just adds one to cut the rectangle out. We just need to delete those
parts of the drawing, after the autopath step is done.
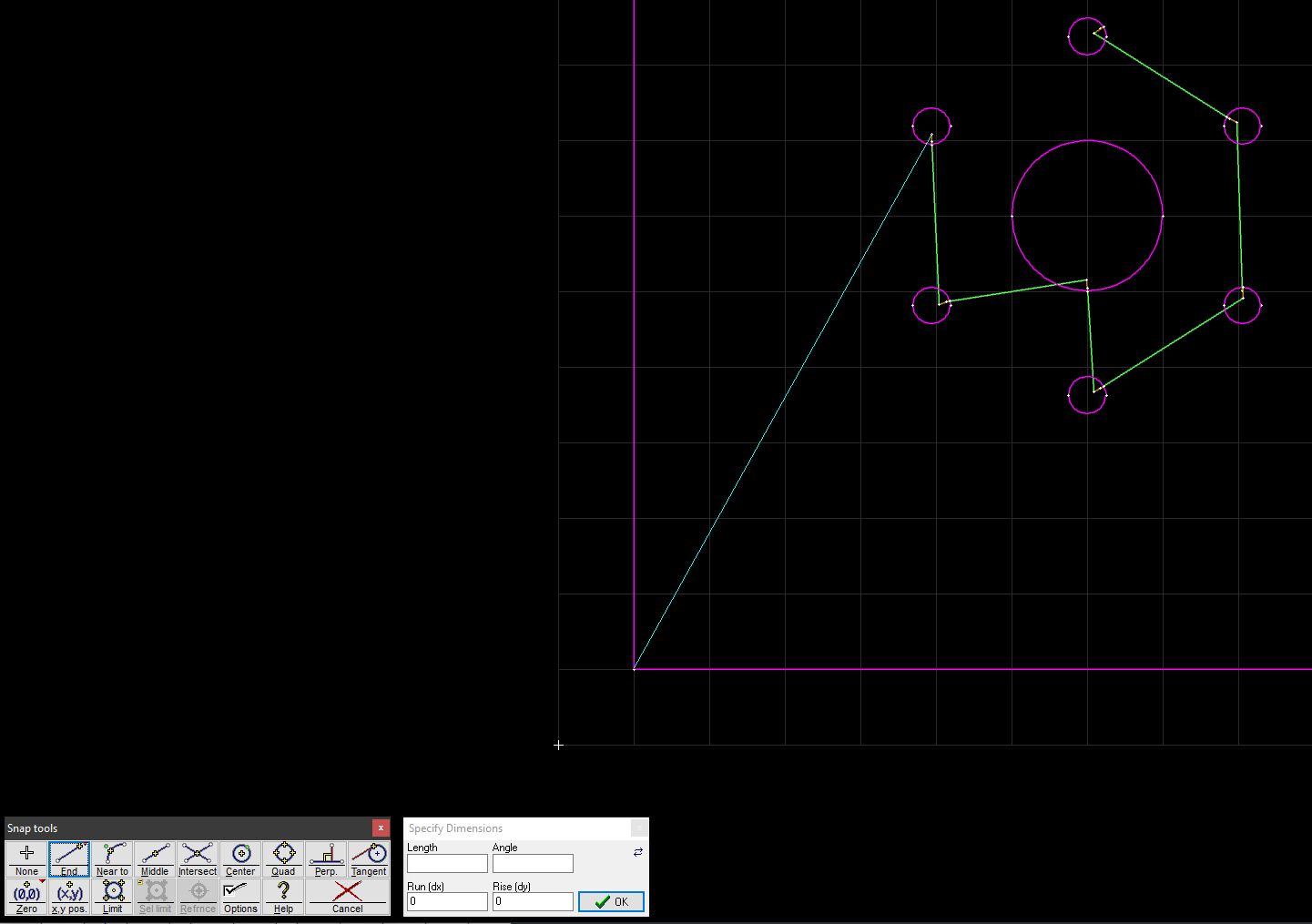
Then, and this is useful if you can't use the center of the sheet material as a start point location - you can erase/draw a new start
point traverse to the first lead in, referencing the corner of your sheet material for the start point before you delete the rectangle
that you don't actually want to cut out.
Always use the snap tools to make sure your newly drawn lines connect exactly where they need to.
Now that start point is at the corner of the rectangle representing the sheet material, even though it's become invisible in the drawing-
and when we set the start point on the machine itself, locating the nozzle in the correct spot over the corner of the sheet will be
easy enough.
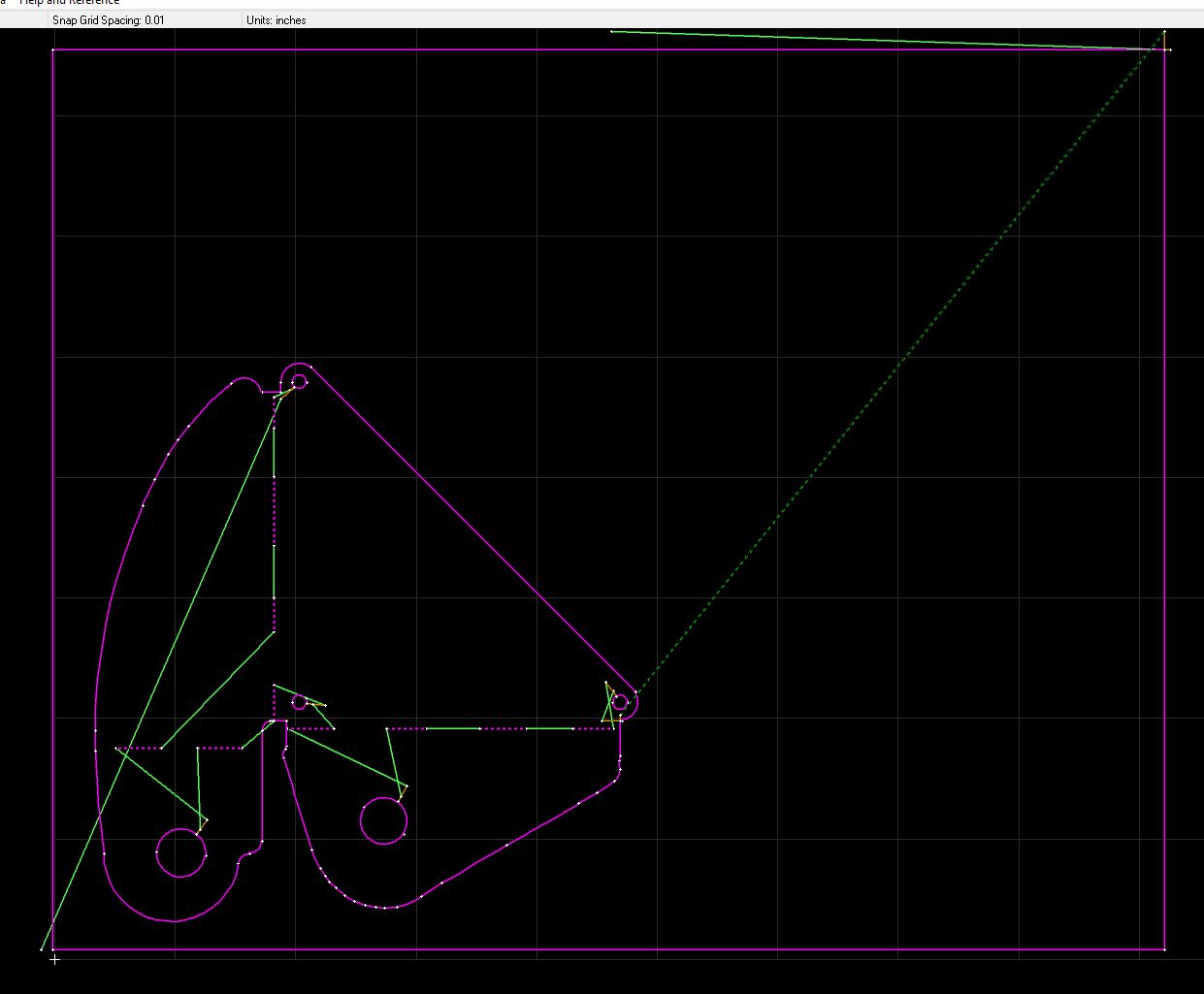
In the above image, you'd want to delete the outer rectangle as well as that last long traverse, which you don't need at the end of
the job.
If you don't manipulate the start point like this, it will be automatically drawn just barely outside of the X/Y limits of your drawing.
This is fine when you're cutting smaller objects out of a large sheet, where there'll be some margin of waste material anyway. It just
isnt helpful in situations like the above, where cuts need to be located very specifically relative to the borders of the material
itself, and can't just be floating somewhere inside your sheet.
The above image shows a default location of a start point in the bottom left corner of a job, as well as what happens if you
leave a border rectangle (in the magenta cut quality 3 color) in the drawing, that was only meant as a reference, and let it
get mixed up in the autopath - all the offsets become backwards as the software misinterprets what was intended.
The start point, and exactly where you set it in Layout, is extremely important to keep track of - the machine has physical limits
that the nozzle is capable of moving inside of, and inside of that area, there is an invisible set of margins, defined by "soft limits"
that you should never move the nozzle through - the workable area of the bed, where it can actually cut, is only 24x48 inches, though
the bed itself is a bit larger. When you set up the machine
(tutorial in progress), after initial startup, you will be setting
your start point as a temporary origin (X/Y/Z 0,0,0) in a place on your sheet material, based on the exact spot it was set in here, in the
software).
There may be times that the autopath and its options just won't work for what you need to do. You can draw all these parts manually,
and it's a lot more work, but there are times that it's worth the effort. When you draw using the 'line' button, the default color
is green/traverse. You just need to change the color if necessary to match the line's purpose. Drawing lead ins/outs can be done easily
enough in sets, using the lead i/o button.
If you use the manual i/o button and use the 'near' snap tools, click on a closed curve, and hover over the 'waste' side, you'll see
this V-shaped thing pop up. Click again and it will set a lead i/o there. You'll need to draw the green traverse lines separately.
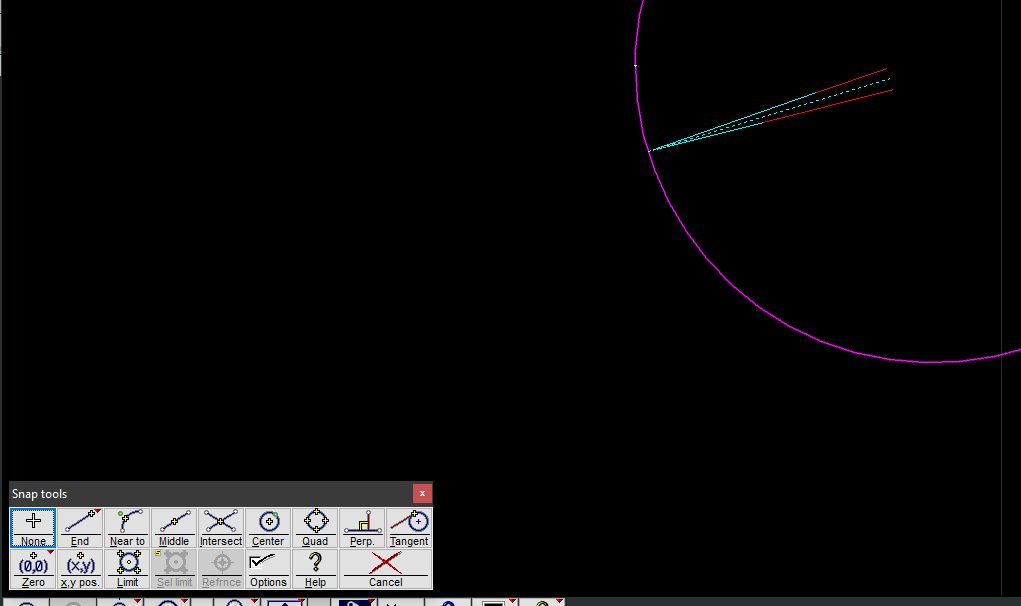
There are settings for the actual length of those legs, and the angle they sit at - the defaults should work 99% of the time.
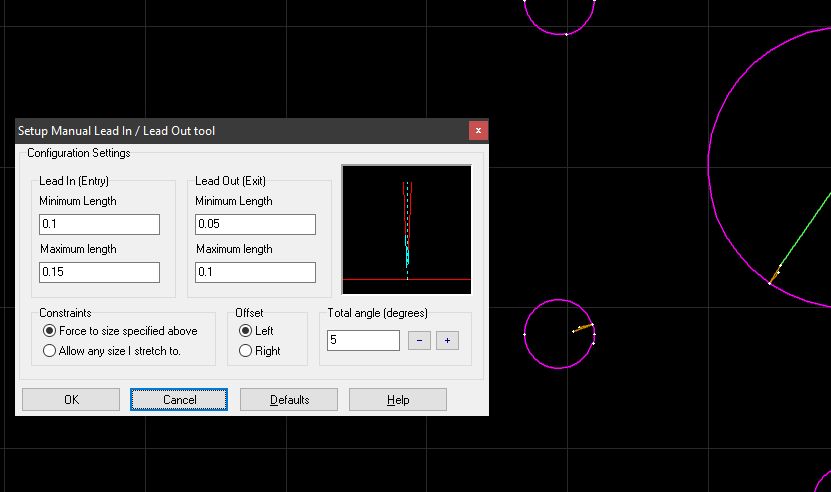
In this closeup, you can see that one leg is longer than the other - the lead in is the longer leg. There's more mess created when
the material piercing happens, which (we assume) is why they give more clearance for the lead in.
If you are manually editing part of an autopath setup, it will help to remember this, just to keep track of the order/direction that
movements and cuts are happening in.
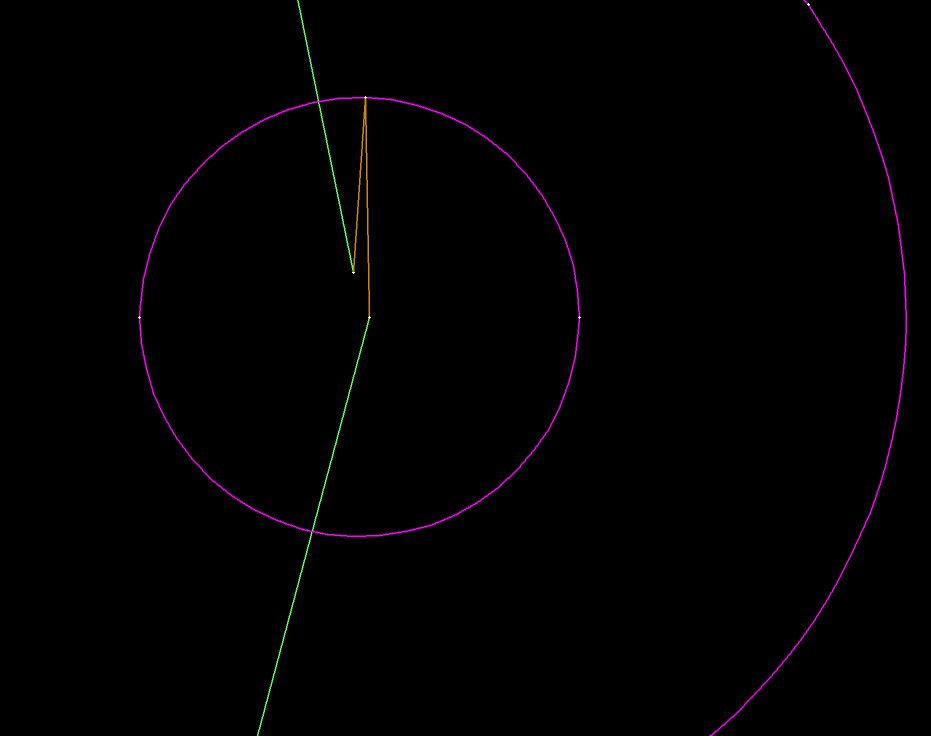
The lead i/o default settings should almost always be fine - this image shows a small circle where the lead i/o size starts to come close
to not actually fitting inside - the kerf itself is a tight fit.
This is a good thing to keep in mind - there is a limit to how small of a detail can actually be cut on the water jet, based on the
width of the kerf itself. It's approximately .03" in width - though things like focal distance, material hardness/thickness, the
state of the nozzle's mixing tube, etc., can all have small effects on the actual width of the kerf. Again, this machine isn't meant
to produce super fine-quality precision parts, and so things like tiny fluctuations in the kerf width are one of the things that
should be expected.
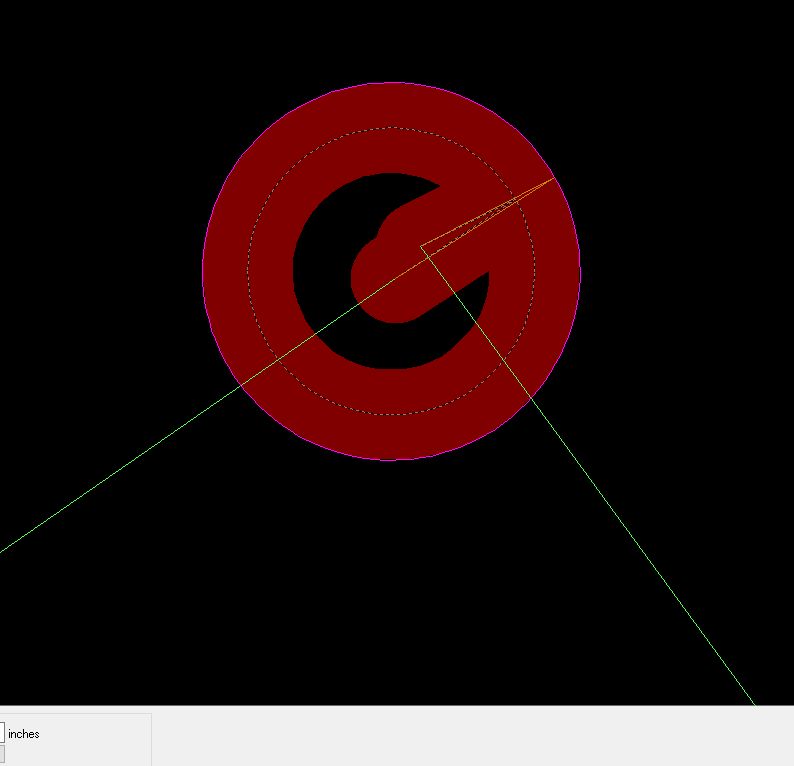
If everything looks good, the last step (and the chance to see the actual offsets of all the cuts) is in the "post" step. When you
click on the post button (top right of screen), the cursor will say "pick start" - you have to click on the start point, the very
beginning of the first green traverse line at the start of your path. Then it should show the whole job with red offset kerf lines
visible - zoom in and check every one of these. Sometimes, most of a job will be correct, but a part or two may have offsets on the
wrong sides, even though lead i/os are correct!

In the very last step (when you use the 'post' button), you'll actually be able to see the offsets (these red lines) - the above lead
i/os and offsets are all backwards.
The last green traverse after the last cut is not necessary - a short one is shown here - autopath may make them very long. Please delete
it, especially if it's long enough to be a collision risk. After the last lead out, the job ends, and the nozzle can just be manually raised
in Z to clear the part/bed. There's no real need to traverse horizontally away from the last cut.
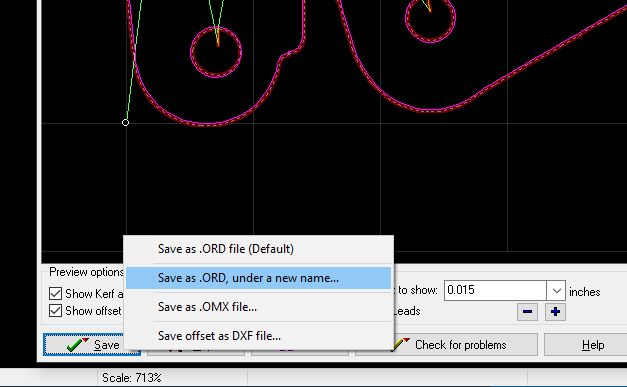
Once the job is fully set up, and if all the red kerfs in the post preview also look good, then
right-click on "save" - and
save under new name. This is easier because you can save the file directly to the correct location (a flash drive to carry the
machine is easiest).
TBA: what to do with one or two problematic curve offsets in an otherwise good preview
TBA: adding tabs for tiny parts
If you've been tested in the trailer outside MIT Medical, you've seen these brackets in action.


 RESERVATIONS
RESERVATIONS HOURS
HOURS TUTORIALS
TUTORIALS