Powder Print Excavation
The 3D Systems Projet 660 prints paper-like layers of a gypsum-based powder (using HP inkjet print heads),
and then the unused powder is vacuumed back into the machine's feeder after each job. It's a relatively fast way to print
(more specifically, the machine can print 1 batch of parts/1 build volume, maximum, in a 24-hour period). The material
is expensive (our costs are $5 per cubic inch) and it's fragile, more so than pure gypsum plaster. The printer style
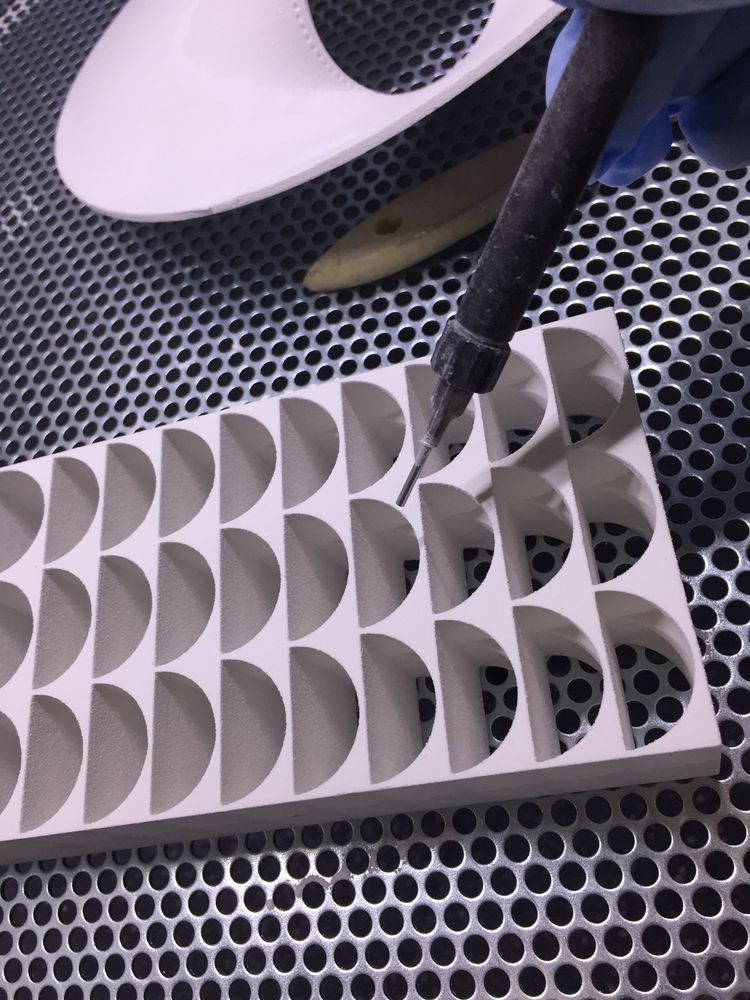
makes it capable only of printing solid objects, so models must be drawn hollow (see image below) to minimize material use.

This printer is NOT self-service. Its style is very fussy and labor-intensive to clean and operate, and so we only ask students to vacuum
(excavate) their finished parts out of the machine. Even this one process requires focus and attention to detail,
however, so users must be trained properly - this page is meant as a supplement for that training.
Read below (and ask us for a few minutes to go over details in person).
The finished print is an accumulation of hundreds (or thousands) of thin layers of powder that were laid down and printed on
over the course of several hours - a print on this machine can take the better part of 24 hours depending on volume.
The prints in a completed batch will not be visible at first - the entire print bed will be full of powder, with a smooth
flat surface. You can check our operators' computer to see the batch layout (the batch file should still be open in the 3DS
software), which shows the parts (multiple parts can be
nested close together in the batch to maximize efficiency). Push the
machine's single button once to open the menu, and push again to select the 'vacuum' option) - and start vacuuming the unused
powder away, very
carefully support the vacuum with your arms on the edge of the bed, to avoid jabbing into the powder with the hose, crashing into parts,
or even vacuuming up small pieces.
DO NOT attempt to move powder around in any other way - vacuum only!
 IMPORTANT:
IMPORTANT: Again, excavating is NEVER done without the vacuum. You must always, always be vacuuming powder, never
just pushing it around. There is a very important reason for this - the material is abrasive
and glue-like when it
comes into contact with moisture, and so is exceptionally messy and destructive. It kills this machine, and gets into
the air and damages the other machinery and computers in the room, as well.
 You must make sure all the powder stays INSIDE the bed, or in the vacuum system, just like in the above photos.
DO NOT push any powder out
around the bed, or raise it up to let anything spill out. Keep powder in the bed/in the vacuum at ~all times~.
You must make sure all the powder stays INSIDE the bed, or in the vacuum system, just like in the above photos.
DO NOT push any powder out
around the bed, or raise it up to let anything spill out. Keep powder in the bed/in the vacuum at ~all times~.

The above photo shows the X axis on the machine - it needs to be kept spotless for the machine to function - messily
pushing powder around will coat parts of this, which includes electronics, fluid lines, gears/belts, greased and dry stainless
rails - we must not allow it to get coated in powder.
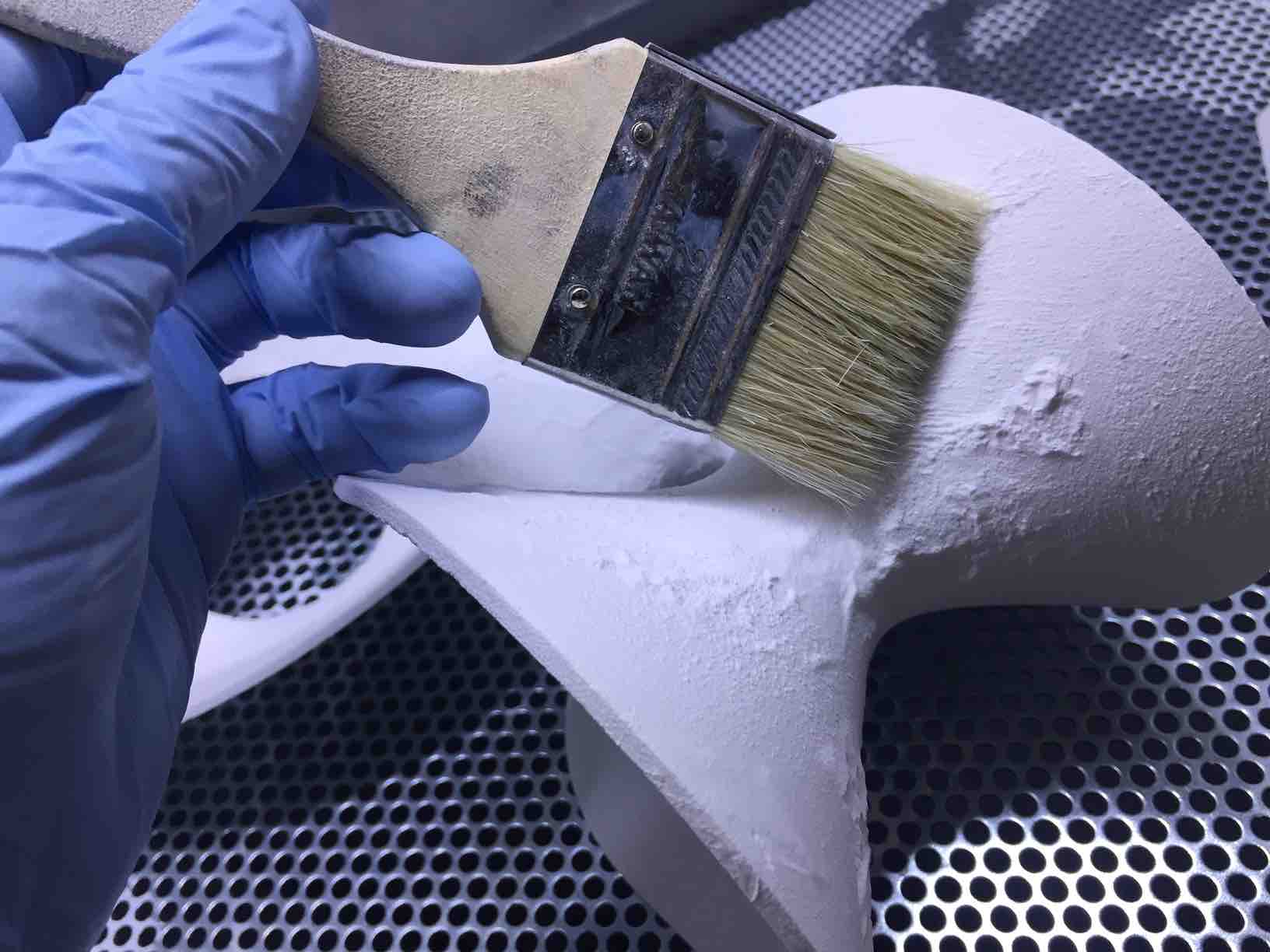
If you need to brush powder off of some print detail, either in the print bed or over on the depowdering side of the machine,
you MUST ALWAYS brush directly into the vacuum. NEVER do any brushing or excavating without vacuuming.
Once you have removed as much powder as you can with the vacuum ~inside~ the print bed, then you can carefully move it to the right
side of the machine to finish cleaning.
To use this side, you must close the lid, and then turn on the airbrush depowdering option in the menu.
Again, NEVER do any work without the vacuum (the vacuum is on in this depowdering box when the lid is closed and the light is on).

The airbrush can help remove minute amounts of loose powder residue - but it is weak (intentionally - we've seen higher psi
on older machines actually break prints) so you need to vacuum away as much powder as possible before attempting to
use this airbrush - otherwise you're just wasting time. It really does not work to remove larger amounts of powder.
 RESERVATIONS
RESERVATIONS HOURS
HOURS TUTORIALS
TUTORIALS